When the control computer is far away from each numerical control machine tool, the serial communication method is generally adopted instead of the parallel communication method. This is because the cost of parallel communication systems is relatively high, and numerous connections are not only easy to introduce interference, but also prone to line failures. The serial communication commonly used in the control system generally adopts the RS-232C serial bus standard. RS-232C is a popular asynchronous communication bus standard recommended by the Electronics Industry Association (EIA), which has been widely used in the connection of peripheral devices and host computers in computer systems.
However, the following problems exist when RS-232C is applied to a computer system:
(1) The transmission distance is too close: due to the limitation of the allowable value of the load capacitance, the transmission distance should generally not exceed 15M;
(2) Level shift: Because the signal ground is common and the signal grounds of both parties of the communication need to be connected together, when RS-232C is used for long-distance communication, there will be a large current on the signal ground line, which causes the level to shift. Easy to cause transmission errors;
(3) Potential grounding problem: The RS-232C bus has a signal ground and a shielded protective ground. In communication, the signal grounds of the two parties need to be connected together, but the shielded protective ground may not be allowed to be connected together, and the DTE signal There is not necessarily insulation between the ground and the shielding protection ground, which has a potential grounding problem, which makes the system's anti-interference ability poor.
In order to expand the effective transmission distance of serial communication, increase the communication transmission rate, and enhance the anti-interference ability, EIA has formulated the RS-422 / 485 serial bus communication standard, also known as the double-end interface electrical standard or the balanced transmission electrical standard. The key difference between RS-422 / 485 and RS-232C is that the single-ended input is changed to a double-ended differential input, the signal ground is no longer shared, and the signal grounds of the two parties of communication are no longer connected.
The advantages of RS-422 / 485 are:
(1) Adopt double-end differential input, the bus has strong anti-interference ability;
(2) The signal ground of the two parties is separated, and the two signal lines form a loop, which avoids the level shift and also avoids the potential grounding problem in RS-232C;
(3) The output end adopts double-end balanced drive, its signal amplification factor is high, and the signal transmission distance is long. RS-422 supports full-duplex serial communication, and RS-485 supports half-duplex serial communication.
In the DNC (Direct Numerical Control or Distributed Numerical Control) information system involved in this article, since the number of CNC machine tools per production unit far exceeds the number of serial ports (generally two) configured by the computer, it is used in this system The C320Turbo / PCI multi-serial card / board produced by Taiwan MOXA Company, in order to achieve the purpose of expanding the serial port. At the same time, in order to expand the effective transmission distance of communication, this system adopts RS-232 long-distance optical isolation transponder (serial port long-line transceiver FC232).
On this basis, this paper proposes a network structure of a CNC machine tool data transmission system that meets the production needs of the enterprise, and describes in detail the implementation of DNC data transmission in the structure.
1 System network architecture
Figure 1 shows the network architecture of the DNC data transmission system. The entire DNC data transmission system is composed of the management layer and the device layer. The management layer is composed of a computer, RS-232C communication expansion card / board and related peripheral devices, which are used to complete the management and transmission of NC programs for parts. The equipment layer is composed of CNC machine tools and corresponding communication interfaces. The communication interface has a two-way transmission function to realize the two-way transmission of NC programs or control programs. In addition to the conventional NC program upload / download, the DNC system can also better meet the requirements of transferring NC programs while processing. 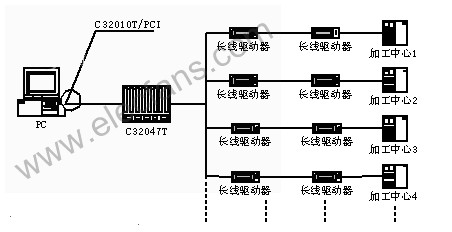
1 System network structure
There are two points to note: (1) When the number of CNC machine tools to be controlled and communicated exceeds the self-configured serial port of the DNC host, it will cause some inconvenience. This system uses the MOXA Intellio C320Turbo / PCI multi-serial card (C32010T / PCI) and multi-serial port expansion board (C32047T) to realize the problem of serial port expansion; (2) When the communication distance between the DNC host and the CNC machine tool is far (more than 15m) Using a standard RS-232C cable will not allow effective communication. In addition, the devices on both sides of the communication use a straight-through cable connection. When the devices at both ends do not share the ground or there is power interference at the introduction point, the device interface is often destroyed. This system uses RS-232 long-distance optical isolation transponder (serial port long-line transceiver FC232, used in pairs) to solve the problem of extended distance and protection interface during communication between RS-232 devices within a distance of 10Km, where FC232 can be directly On C32047T, the lines in the figure are for illustrative purposes. Because FC232 can be directly plugged into the RS-232 interface, no external power supply is required, and it is compatible with the RS-232 interface software programming standard, which also brings convenience to the engineering staff.
2 Realization of system serial communication
2.1 NC program control workflow
The NC control system workflow is shown in Figure 2: 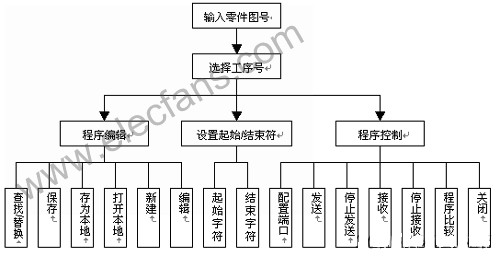
In the DNC serial communication program, the serial port has its own independent threads. These threads include a serial port signal monitoring thread, a serial port data receiving thread, and a serial port data sending thread. The main thread is mainly responsible for processing NC machining program editing, communication protocol database, interface information, etc., while the auxiliary thread is responsible for monitoring serial port signals, serial port data reception and serial port data transmission. The main thread is used to specifically process information, so that the program can quickly respond to commands and other events, and the auxiliary thread is used to complete time-consuming work, which can avoid the processing of the program information blocked by the main thread when processing these tasks. The specific process of communication between DNC computer and CNC machine tool is shown in Figure 3. 
2.2 Key technologies for function realization
The realization of the data communication function mainly depends on the connection of the serial port, and the key to the connection is the setting of the serial port attributes and the connection method between the devices. Because there are differences in the communication protocol of each CNC machine tool, this makes it consistent with the configuration of the machine tool when setting the communication serial port attributes. Taking FANUC-0T as an example, the machine parameter settings: TVON = 0; ISO = 1; I / O = 0; baud rate setting refers to parameter 0552; stop bit setting refers to the last bit of parameter 0002, which is STP (1 is 2 , 0 is 1), the default is 2; the parity bit is set to EVEN; the data bit is set to 7. Incorrect settings will cause communication errors or distortion of data transmission.
In the same way, the different communication protocols of the CNC machine tools make the connection between the devices different, that is to say, the connection method between the serial ports must be different, and will not be repeated here because of space.
3 Conclusion
Serial communication technology has been widely used in the DNC communication system, and its key technology will mainly focus on improving the accuracy and speed of NC program transmission; reducing signal interference and improving reliability. This DNC information system compiled in VC language realizes the NC data transmission of the manufacturing process. The system has the characteristics of simple structure, fast operation and stable work. It is easy to implement and has a positive significance for promoting the development of DNC technology. The DNC information system described in this article has been applied in practice and achieved good application results.
The Metal panel heater is made out of powered teel and features and LCD touch screen panel with a remote control so you can visibly see and adjust your metal convection heater. This convection panel heaters can be easily mounted to the wall or be freestanding on its own if you don`t feel like hanging it up.
We have White Metel Panel Heater and Black Metal Panel Heater.
Function: Mechanical, Digital or Wifi- Tuya
Welcome to OEM
Metal Panel Heater
Infrared Wall Metal Panel Heater ,Wall Mounted Metal Panel Heater,Electric Metal Panel Heat,Metal Back Electric Wall Mount Heaters
Fenry manufacturing Co., Ltd , https://www.cnfenry.com