CNC equipment is at the foundation and core position in modern manufacturing systems. With the rapid development and continuous innovation of industrial control technology, the control unit of the existing numerical control equipment is often an independent system. It is difficult to carry out control functions, new control strategies, and task expansion at a high level based on the original control unit. . In order to improve the above-mentioned shortcomings of the existing CNC system, Mitsubishi CNC has added the fieldbus control technology in the newly introduced CNC system M700V/M70/C70. In addition to providing professional CNC system and advanced control technology, the CNC is added. The device can be configured or expanded very easily.
Users can select and configure hardware according to their needs in a wide range: such as: number of spindle axes, number of servo axes and number of PLC I/O points. It is also possible to expand system functions over a wide range, such as developing a human-machine interface that is best suited for your application, or developing unique control functions using standard NC control functions. The system can directly run other standard application software, such as databases, and use existing software to develop a control system that meets the requirements of its own products.
Compared with the existing CNC system, in the MT00V/C70 system, CC-LINK (Master/Slave), CC-LINKLI, IE, FL-net, DeviceNet, PROFIBus-DP (Master) and other fieldbus technologies are supported.
Figure 1 shows an example of a CC-LINK fieldbus application with a M700V CNC system: The M700V CNC unit is allowed to be connected to the network as the master/slave of the MELSEC CC-Link.
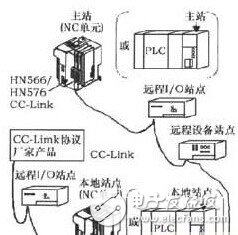
figure 1
(1) High-speed fieldbus capable of processing control and information data simultaneously. With the RS485 interface protocol, the baud rate is selectable from 156 kbps to 10 Mbps.
(2) The CC-Link network consists of one master station and up to 64 sub-stations, and is connected by a shielded twisted pair cable in a bus manner.
(3) The main station in the network can be operated by Mitsubishi Electric M700V/C70 system, PLC or computer above FX series, sub-station can be M700V/C70, remote I/O module, special function module, PLC local with CPU Station, man-machine interface, frequency converter, servo system, robot and various field instruments such as measuring instruments, valves, numerical control systems.
(4) The transmission distance is easy to expand. When 10Mbps is selected, the maximum cable length is 100 m. When the network speed is 156 kbps, the length can be extended to 1.2 km. Use cable repeaters and optical repeaters to extend the length longer. The bus length is shortened with the increase of the baud rate. When the repeater is not used, the maximum transmission distance is 100-l 200 m.
(5) CC-Link is compatible with many manufacturers' products. CLPA provides "memory mapping rules" that define data for each product type. This definition includes the arrangement (address) of control signals and data. Many manufacturers can develop CC-Link compatible products according to this rule, and users can easily change from one product brand to another without changing the link or control program. .
(6) CC-Link significantly reduces the number of control and power cables required on today's complex production lines. It reduces the cost of r wiring and installation, reduces the amount of work required to complete the wiring and greatly improves maintenance.
Rayhot Technology Group Co.,Ltd , https://www.cnrayhot.com